Zvarový šev dvoch rúr je najnespoľahlivejším úsekom potrubí. Ako dlho linka vydrží závisí od jej kvality. Aby sa predišlo nehodám počas prevádzky konštrukcie, vykonáva sa zisťovanie chýb potrubí. To je dôležité najmä pre diaľnice umiestnené pod zemou.
Obsah článku:
- Všeobecné informácie
-
Podrobnosti o metódach
- Chybové detektory vírivých prúdov
- Ultrazvukové defektoskopy
- Detektory defektov magnetických častíc
- Detektory kapilárnych chýb
- Výsledky
Všeobecné informácie
Existuje niekoľko metód na zistenie defektov vo zvaroch rúr:
- magnetické;
- akustické;
- elektrické;
- optika.
Ich úlohou je určiť tesnosť spojov, pevnosť kovu vo švíkoch, či existujú napätia a ďalšie parametre, ktoré určujú spoľahlivosť potrubí. Súčasne sú metódy detekcie chýb prakticky rovnaké pre všetky typy sietí: teplo, plyn, voda-, ropovody.
Detekcia chýb v potrubí
Všetky vyššie uvedené metódy sú klasifikované ako „nedeštruktívne“ technológie. To znamená, že zisťovanie chýb sa vykonáva priamo na stavenisku. Spoje rúr nie sú zničené, čo znižuje náklady na inštalačné práce.
Detekcia defektov potrubí je založená na skeneri nazývanom defektoskop. Každá technológia má svoj vlastný princíp fungovania tohto zariadenia. Najúčinnejšie detektory chýb:
- vírivý prúd;
- ultrazvukové;
- magnetický prášok;
- kapilárnej.

Podrobnosti o metódach
Defektoskopia potrubí je postup, ktorý sa musí vykonať po inštalácii potrubia. Vyhnete sa tak jeho možnému zničeniu počas prevádzky. Detekcia chýb umožňuje odhaliť akékoľvek chyby v potrubí. Princíp činnosti skenerov, ktoré sa používajú v diagnostickom procese, je odlišný. Preto sa oplatí najprv podrobnejšie preštudovať každý z nich.
Chybové detektory vírivých prúdov
Princíp činnosti zariadenia je založený na vytváraní vírivých prúdov, ktoré sú cez zvar smerované z vonkajšej roviny potrubia do vnútornej. Prúd prechádzajúci homogénnou kovovou konštrukciou nemení jej parametre. Ak sú vo šve chyby, to znamená, že je narušená jeho rovnomernosť, zvyšuje sa odpor, čo znižuje silu vírivého prúdu.

Detektor defektov fixuje a dešifruje tento pokles, určuje kvalitu zvarového kovu, defekty a heterogenitu.
Výhody metódy:
- vysoká rýchlosť práce;
- nízka chyba výsledku;
- nízke náklady na prevádzku.
mínusy:
- hrúbka skúmaného švu nie je väčšia ako 2 mm;
- spoľahlivosť zariadenia je nízka.
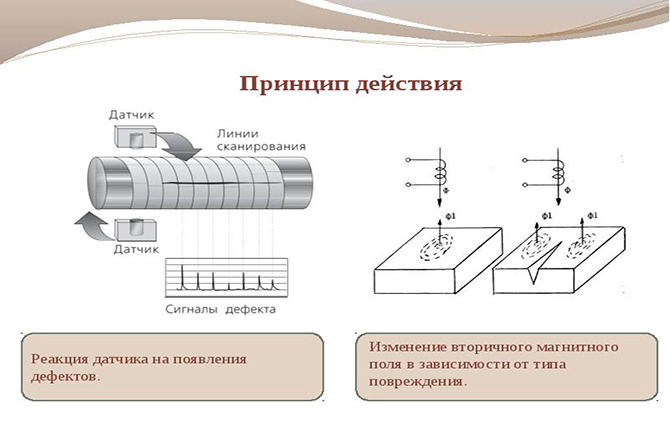
Princíp činnosti defektoskopu vírivými prúdmi
Ultrazvukové defektoskopy
Ultrazvuková detekcia defektov potrubí je považovaná za najpoužívanejšiu technológiu. Vykonáva sa pomocou piatich rôznych metód zisťovania chýb:
- Echo-pulzná metóda.
- Tieň.
- Echo zrkadlo.
- Zrkadlový tieň.
- delta metóda.
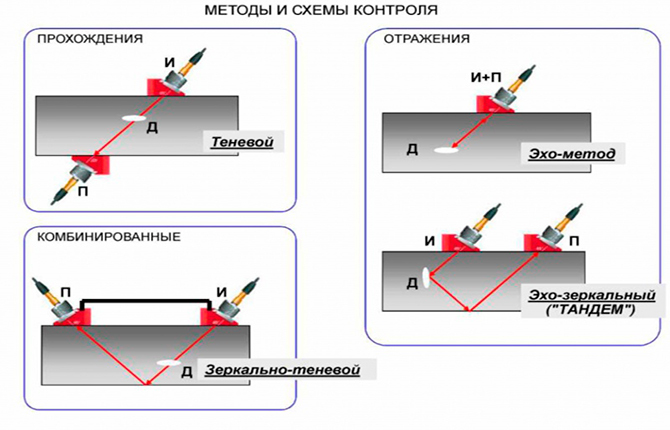
V prvom prípade je ultrazvuk vysielaný prístrojom cez vrstvu zvaru. Ak sú vo vnútri kovu chyby, impulz sa odráža vo forme ozveny. To znamená, že ultrazvuk sa vráti späť. Prístroj zaznamenáva čas návratu, ktorý určuje hĺbku škrupiny alebo póru.
V druhom prípade sa používa nielen zariadenie, ktoré vysiela ultrazvukový signál, ale aj reflektor. Ten je inštalovaný na opačnej strane zváraného spoja potrubia. Ak je známa vzdialenosť medzi oboma časťami prístroja a čas šírenia zvuku, tak zmenou druhého parametra (zväčšenia) je možné určiť, kde sa chyba nachádza, akú má veľkosť.
Tretia verzia ultrazvukovej detekcie chýb sa podobá prvej. Iba defektoskop je dodávaný s reflektorom, ktorý je inštalovaný na hornom povrchu švu, ako aj s vysielačom signálu. Oba prvky sú navzájom paralelné. Ak do prijímača prišiel signál, znamená to, že vo vnútri kovu, ktorý odrážal lúč, je chyba.
Ďalšia metóda je podobná predchádzajúcej. Rozdiel je v tom, že signalizačné zariadenie a reflektor sú voči sebe umiestnené pod uhlom 90°.
Piata metóda detekcie defektov ultrazvukom sa používa zriedka. Dôvodom je zložitosť nastavenia zariadenia, zdĺhavé dekódovanie výsledkov. Je založená na presmerovaní ultrazvukovej energie, ktorej smer mení defekt zvaru.
V tomto prípade sa dodáva priečny nosník, ktorý sa transformuje na pozdĺžny. Čiastočne je tu zrkadlový odraz. Reflektor presne zachytí pozdĺžny signál, ktorého sila určuje veľkosť chyby stať sa.

Detektory defektov magnetických častíc
Táto detekcia chýb je založená na vlastnosti ocele meniť magnetické pole v blízkosti oblastí, ktoré sa líšia od hlavnej časti nízkou hustotou. Tu sa to stáva slabším. Trhliny, škrupiny alebo póry vo vnútri kovu majú nízku hustotu kvôli vzduchu v nich.
Na detekciu defektov v potrubiach sa používa magnetický prášok, ktorý je tiež feromagnetickou látkou. Naleje sa na zvar, kde sa pomocou dvoch cievok - magnetizačnej a prídavnej - privádza elektrický prúd. Elektrina vo vnútri kovu vytvára magnetické pole. Ak sú prítomné defekty, oslabuje sa okolo nich. To je dôvod, prečo sa magnetický prášok priťahuje.

Ak sa v procese vykonávania štúdie zhromažďuje prášok na povrchu, naznačuje to jednu vec - v tejto oblasti sa našla chyba zvaru. In-line detekcia chýb hlavných potrubí sa vykonáva týmto spôsobom.
Existujú dve možnosti testovania - suché a mokré. V prvom prípade sa používa magnetický prášok. V druhom prípade je suspenzia tohto prášku vodný roztok.
Aby bola kvalita overovania realizovaného pomocou druhej možnosti vysoká, je potrebné študovať povrch dodatočne ošetrite medzimateriálom - technickým olejom, tukom a iní.
Výhody magnetickej kontroly častíc zahŕňajú:
- vizuálny výsledok, viditeľný bez ďalších zariadení;
- nízka cena.
nedostatky:
- malá hĺbka výskumu - do 1,5 mm;
- možno použiť iba na potrubiach zostavených z feromagnetických zliatin;
- ťažkosti s demagnetizáciou veľkých potrubí.

Detektory kapilárnych chýb
Táto technológia sa používa na detekciu malých povrchových prasklín, ktoré nie sú viditeľné voľným okom. Sú potvrdením, že kov na križovatke dvoch úsekov potrubia je heterogénny.
Proces zisťovania chýb potrubia sa vykonáva takto:
- Na zvar sa nanesie indikátorová látka, penetrant. Pôsobením kapilárnych síl má tendenciu prenikať do najmenších defektov. Odtiaľ pochádza názov metódy.
- Ošetrený povrch sa očistí od nanesenej látky, ktorá už prenikla hlboko do kovu.
- Vývojka sa nanáša na vrch vo forme bieleho prášku. Môže to byť mastenec, oxid horečnatý alebo iná látka. Má dôležitú vlastnosť - adsorpciu. To znamená, že môže absorbovať iné látky.
- Vývojka začne z trhlín vyťahovať penetračný prostriedok, ktorý na povrchu bieleho prášku vytvorí vzor škárových chýb. V tomto prípade je indikátor jasne viditeľný v ultrafialových lúčoch.
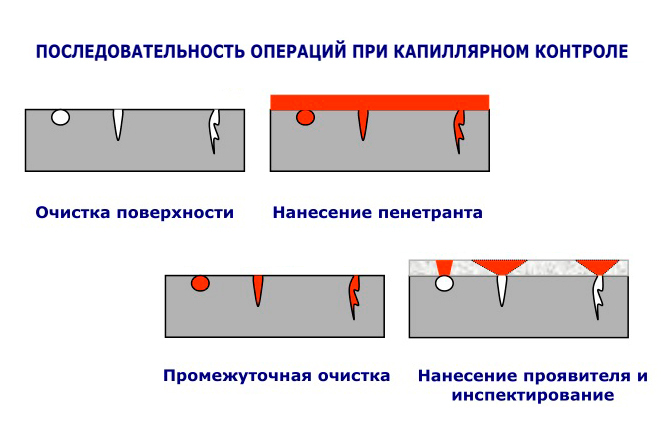
Tento typ detekcie chýb potrubia sa zvyčajne používa, ak je potrebné odhaliť povrchové chyby v kove v mieste spoja. Pri hlbokých defektoch je to zbytočné. A toto je mínus. Hlavnou výhodou je jednoduchosť implementácie.
Výsledky
Na kontrolu potrubných spojov v hlavných potrubiach nie je potrebné použiť jeden spôsob zisťovania chýb. Každá lokalita môže byť preskúmaná jedným alebo druhým spôsobom. Pri výbere optimálnej metódy musíte najskôr vyhodnotiť, ako jej kĺb zodpovedá. Napríklad kapilárna metóda je vhodná pre vodovodné potrubia, pre olej a plynovodov iba ultrazvukové.
Detekcia chýb potrubia je nevyhnutný postup, ktorý umožňuje posúdiť kvalitu uloženého potrubia, identifikovať všetky možné chyby. Vykonáva sa niekoľkými spôsobmi. Je lepšie vykonať postup vo fáze inštalácie potrubia, aby ste sa po dokončení práce nestretli s nepríjemnými „prekvapeniami“ vo forme netesností alebo zlomov.
Ktorú metódu by ste najradšej použili a prečo? Napíšte do komentárov. Zdieľajte článok na sociálnych sieťach a uložte si ho medzi záložky, aby ste nestratili užitočné informácie.
Odporúčame tiež pozrieť si vybrané videá na našu tému.
Diagnostika lineárnej časti hlavných potrubí.
Ako prebieha röntgenová kontrola zvarov vo výrobe.


